Bağlantı elemanları, genellikle "standart parçalar" olarak da adlandırılan genel temel parçalara aittir.Yüksek mukavemet ve hassasiyete sahip bazı bağlantı elemanları için yüzey işlemi, ısıl işlemden bile daha önemlidir.Çok sayıda mekanik ekipmanda kullanılan her türlü bağlantı elemanı, korozyon önleyici, dekorasyon, aşınma direnci elde etmek, sürtünme katsayısını ve diğer etkileri azaltmak ve inorganik yüzey işleme elektro galvanizleme ve sıcak galvanizleme elde etmek için yüzey işleminden sonra hemen hemen tümünün monte edilmesi gerekir. katodik koruma kaplama teknolojisi.
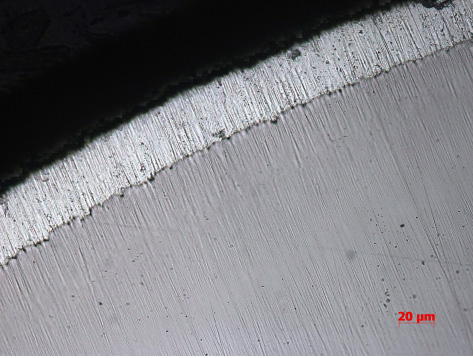
Elektrogalvanizli çelik bağlantı elemanı ürünlerinin prensibi, elektroliz kullanımı, iş parçasının yüzeyinde üniform, yoğun, iyi birleştirilmiş metal veya alaşım biriktirme tabakasının oluşması, çelik yüzeyinde bir kaplama tabakasının oluşmasıdır. çelik korozyon işleminin korunmasını sağlamak.Bu nedenle, elektrogalvaniz kaplama, akım kullanılarak pozitif elektrottan negatif elektrota doğru yönlü bir harekettir.Elektrolitteki Zn2+ çekirdeklendirilir, büyütülür ve galvanizli bir tabaka oluşturmak üzere potansiyelin etkisi altında alt tabaka üzerinde biriktirilir.Bu işlemde çinko ve demir arasında difüzyon işlemi yoktur.Mikroskobik gözlemden, saf bir çinko tabakası olmalıdır.Özünde, sıcak daldırma galvanizli demir-çinko alaşımlı tabaka ve saf çinko tabakası ve sadece saf çinko tabakası galvanizli, bu nedenle, kaplamadan demir-çinko alaşımlı tabaka esas olarak uygun kaplama yönteminin tanımlanmasına dayanmaktadır. galvanizli bağlantı elemanları, çelik tel, çelik boru ve diğer ürünler.Metalografik yöntem ve XRD yöntemi, elektrogalvanizleme ve sıcak galvanizlemeyi ayırt etmek için kaplamayı tespit etmek ve arıza analizine rehberlik etmek için kullanılır.
Elektrogalvanizleme ve sıcak galvanizleme kaplamalarını tanımlamanın iki yöntemi vardır.Biri metalografik yöntemdir: metalografik yöntem, içerik aralığı ve numune boyutu ile sınırlı değildir ve tüm elektro galvanizleme ve sıcak galvanizleme ürünleri için uygundur.Diğeri X-ışını kırınım yöntemidir: altıgen düzlemde 5 mm'den daha büyük kaplama cıvataları ve somunlarının çapına uygulanabilir;Dış çap, numunenin minimum 5mm × 5mm yüzey düz numunesi ve her türlü kaplama ürünü haline getirilebilmesini sağlamak için 8 mm çelik boru yüzey radyan ürünlerinden daha büyüktür.Kaplama içeriğinin kristal yapısını ≥5% faz olarak teyit edebilir.Çok kalın saf çinko birikintileri olan numuneler, X - ışını kırınımı için uygun değildir.
elektro galvanizleme

sıcak galvaniz kaplamalar
Gönderim zamanı: 15 Eylül-2022